



Wielu inżynierów przenosi nawyki z tradycyjnej obróbki skrawaniem (CNC) bezpośrednio do świata druku 3D, co jest najkrótszą drogą do przepłacenia za usługę.
To, co w metalu jest tanie i proste – jak masywne bloki czy proste kąty – w technologii przyrostowej generuje ogromne koszty materiałowe i czasowe. Zrozumienie, że drukarka „buduje”, a nie „wycina”, wymaga zmiany myślenia o geometrii przedmiotu. Jeśli chcesz zredukować rachunek za prototypowanie nawet o połowę, musisz poznać zasady projektowania pod druk 3D (DfAM) i wiedzieć, jak przygotować plik, by dostać tańszą wycenę. Nie chodzi tu o obniżanie jakości, ale o inteligentną inżynierię. DfAM (Design for Additive Manufacturing) to sztuka tworzenia lżejszych, wytrzymalszych i tańszych części poprzez wykorzystanie swobody, jaką daje nam ta technologia.
Mniej znaczy taniej: Redukcja objętości i struktury ażurowe
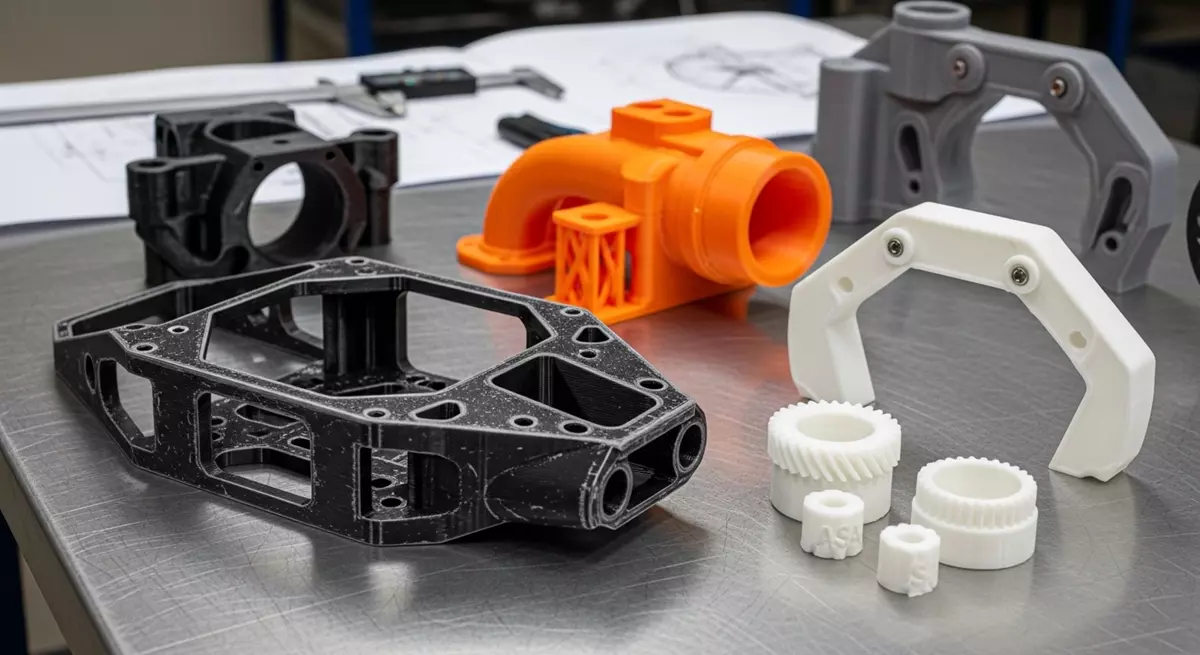
Podstawowa zasada ekonomii druku 3D brzmi: płacisz za objętość, a nie za skomplikowanie kształtu. W przeciwieństwie do frezarki, dla której wycięcie ażurowej struktury to godziny pracy, drukarka 3D radzi sobie z nią doskonale, oszczędzając przy tym materiał. Dlatego kluczowym krokiem optymalizacji jest drążenie modelu (hollowing/shelling). Zamiana litej bryły na skorupę o grubości ścianki 2-3 mm to natychmiastowa oszczędność materiału rzędu 60-70%. Warto pójść o krok dalej i zastosować struktury kratownicowe (lattice structures) wewnątrz modelu, które zapewniają sztywność przy minimalnej wadze. Programy do optymalizacji topologicznej potrafią automatycznie usunąć materiał z miejsc nieobciążonych, tworząc organiczne kształty przypominające kości, które są nie tylko tańsze w produkcji, ale i lżejsze, co ma kluczowe znaczenie w lotnictwie czy motoryzacji. Pamiętaj jednak, że usunięcie materiału to nie wszystko – musisz umożliwić jego fizyczne usunięcie z wnętrza wydruku po zakończeniu procesu.
Otwory technologiczne: Uwolnij niespieczony proszek
Zaprojektowanie puste w środku bryły to połowa sukcesu – druga połowa to zaprojektowanie drogi ucieczki dla materiału. W technologiach proszkowych (SLS, MJF) wnętrze modelu po wydruku wypełnione jest niespieczonym proszkiem, który trzeba wysypać. Bez otworów technologicznych (escape holes) o średnicy minimum 5-10 mm, proszek zostanie uwięziony w środku, a Ty zapłacisz za niego jak za lity element. Co gorsza, taki „zatkany” wydruk może pęknąć pod wpływem różnicy temperatur. W druku żywicznym (SLA) brak otworów odpływowych tworzy efekt przyssawki (suction cup effect) podczas odrywania warstwy od dna kuwety, co często prowadzi do oderwania modelu od platformy lub jego deformacji. Projektując otwory, umieszczaj je w miejscach niewidocznych, ale dostępnych dla narzędzi czyszczących, aby operator mógł łatwo wypłukać resztki żywicy lub wydmuchać proszek sprężonym powietrzem.
Walka z grawitacją: Unikanie struktur podporowych
Każda powierzchnia wisząca w powietrzu pod kątem mniejszym niż 45 stopni względem stołu roboczego wymaga podparcia. Struktury podporowe (supporty) to czysta strata – płacisz za czas maszyny potrzebny na ich wydrukowanie oraz za pracę człowieka, który musi je ręcznie usunąć. DfAM polega na takim projektowaniu geometrii, by była ona samonośna (self-supporting). Zamiast płaskich nawisów, stosuj skosy i fazowania (chamfer). Otwory poziome projektuj w kształcie „łezki” (teardrop) lub diamentu, co eliminuje konieczność podpierania ich górnej krawędzi. Jeśli element musi mieć wystające części, zastanów się, czy nie można go podzielić na dwie części i skleić lub skręcić po wydruku. Często prosta zmiana orientacji modelu w przestrzeni wirtualnej (np. obrócenie go „do góry nogami”) potrafi całkowicie wyeliminować potrzebę stosowania podpór, redukując koszt o 20-30% i poprawiając jakość powierzchni.
Tolerancje i pasowania: Nie wymagaj niemożliwego
Wielu projektantów narzuca zbyt rygorystyczne tolerancje wymiarowe (np. +/- 0,01 mm) dla całego modelu, co drastycznie podnosi cenę, zmuszając wykonawcę do użycia wolniejszych trybów druku i drogich maszyn. W druku 3D standardowa dokładność to zazwyczaj +/- 0,1-0,2 mm. Projektując połączenia ruchome (living hinges, gwinty, zatrzaski), musisz uwzględnić luz technologiczny (clearance). Dla elementów drukowanych razem (print-in-place), szczelina między częściami powinna wynosić minimum 0,3-0,5 mm, aby nie spiekały się ze sobą. Zamiast walczyć o mikrony na etapie druku, lepiej zaprojektować otwory nieco mniejsze i rozwiercić je po wydruku (post-processing), lub zastosować metalowe inserty gwintowane wtapiane na gorąco. Takie podejście hybrydowe łączy precyzję obróbki metalu z wolnością kształtowania plastiku, dając funkcjonalny i tani w produkcji element.